

Pestovanie kryštálov, ktoré zmenili svet
Kto vyrába vysokočisté monokryštály, z ktorých sa režú wafery pre celý polovodičový priemysel? Aké veľké sú, ako dlho sa pestujú a čo je na to potrebné? Spoznajte s nami základový kameň čipov všetkých počítačov, na ktorom stojí celý polovodičový priemysel.
Produkovanie tzv. ingotov vysokočistého monokryštalického kremíka je celkom vitálny a neodmysliteľný krok pri tvorbe každého výpočtového, pamäťového a senzorového čipu vo vašom počítači, smartfóne či akomkoľvek inom príbuznom zariadení.
Z hľadiska polovodičového priemyslu ide o celé dekády trvajúcu výzvu, ktorá si vyžaduje veľkú výrobnú a technologickú precíznosť.
Pochopenie, ako k tomuto prakticky prvému technologicky náročnému kroku polovodičovej výroby dochádza, je peknou ukážkou toho, ako sa dokáže komplexnosť a technologický pokrok skrývať aj tam, kde ho možno vôbec nečakáme.
Kým väčšina ľudí bude mať základnú intuitívnu predstavu o tom, že piesok, ktorý je základným stavebným kameňom čipov, sa „nejakým spôsobom“ taví a chemicky čistí a spracováva, už len málokomu sa celý proces spojí so slovom pestovanie a čudesným vyťahovaním nejakej lesklej dvojmetrovej „ceruzky“ po dobu desiatok dní.
Jazierka na rast hyperčistých monokryštálov dlhých niekoľko metrov
Surový materiál v podobe kremencového piesku je z bežného pohľadu takmer dokonalý. Obsahuje 99,9 % až 99,999 % oxidu kremičitého (nízkokvalitný vs. vysokokvalitný piesok), čo je z hľadiska bežnej výroby a potreby prakticky čistý materiál.
Svet polovodičového priemyslu a niekoľko nanometrov veľkých prvkov tranzistorov sa však riadi celkom inými pravidlami a čistota kremíka musí ísť ešte omnoho ďalej. Až na úroveň menej ako je jedna nečistota na každú miliardu atómov.
To si vyžaduje pokročilú chemickú purifikáciu, ktorú zdokonaľujeme už trištvrte storočia. Používajú sa pri nej rôzne industriálne techniky, ako je predovšetkým tzv. Siemens proces, pri ktorom sa obyčajný roztavený piesok mení na vysokočistý polykryštalický kremík.
Všetko začína tým, že sa rôzne zrnitý kremencový piesok alebo úlomky kremencového kameňa strojovo rozomelú prakticky na prach. Ten sa spoločne s uhlíkom vo forme uhlia sype do oblúkovej elektrickej pece, priamo k jej veľkým elektródam, ktorými prechádza prúd s hodnotou zhruba 10 000 ampérov. Ten uhlie zapáli, čo vytvorí veľmi vysokú teplotu v rozmedzí 1500 až 2000 °C, pri ktorej sa naštartuje proces tzv. redukcie, čo z kremíka odstráni kyslík. Kyslík sa totiž v rámci chemickej reakcie zviaže s uhlíkom z horiaceho uhlia a premení sa na plyn v podobe oxidu uhoľnatého, ktorý sa odsaje, zanechávajúc za sebou čistý kremík.

Tento kremík, so zhruba 99 % čistotou, označujeme ako metalurgický, nakoľko sa používa predovšetkým v metalurgickom priemysle v rámci výroby a spracovania najrôznejších kovov. V súčasnosti sa už pri jeho produkcii musí dodržiavať mnoho prísnych noriem pre minimalizovanie ekologických dopadov.
Táto čistota, dosahujúca úroveň desiatok či stoviek nežiaducich častíc na každých tisíc až milión kremíkových atómov, pre polovodičovú výrobu nepostačuje a je nutné ísť s procesom čistenia ďalej.

Metalurgický kremík sa v procese známom ako hydrochlorizácia premení na niekoľko prchavých kremíkových zlúčenín, ktoré sa následne v rámci niekoľkostupňového destilačného procesu oddeľujú, na konci čoho formou chemickej depozície dôjde k produkcii hyperčistého kremíkového materiálu.
Tento postup vyvinula v polovici minulého storočia nemecká firma Siemens, na základe čoho ho dnes označujeme ako „Siemens proces“. V priebehu dekád samozrejme prešiel mnohými úpravami a vylepšeniami.

V rámci tohto procesu sa metalurgický kremík najprv pri teplote 300 °C nechá reagovať s chlorovodíkom, čo vedie k jeho premene na trichlorsilan. V rámci neho väčšina nečistôt zreaguje vo forme chloridov (napr. bór do podoby chloridu bóritého, železo do podoby chloridu železitého a pod.), ktoré sa následne odstraňujú mnohonásobnou destiláciou. Tomu pomáha nízky bod varu trichlorsilanu, ktorý je len 32 °C.
Trichlorsilan sa následne privedie do kontaktu s vodíkom, následkom čoho sa pri teplote 1100 °C začne rozkladať zas späť na kremík a vo forme depozície pary v Siemens reaktore usadzovať na tyčiach do podoby ultračistého polykryštalického kremíka, ktorý obsahuje menej ako jednu nečistotu na miliardu atómov kremíku.
Zatiaľ čo ešte pred 10 rokmi sa produkovalo na svete zhruba 250-tisíc ton polykryštalického kremíka ročne, s obrovským nárastom nielen polovodičovej výroby, ale predovšetkým výroby solárnych panelov, stúpla jeho produkcia za posledné roky desaťnásobne, na viac ako 2,5 milióna ton ročne. Ešte na začiatku minulej dekády sa vo veľkom produkoval v rôznych krajinách, pričom o podiel sa viac-menej porovnateľným dielom starali USA, Nemecko, Nórsko, Južná Kórea a Čína. Po raketovom raste v posledných rokoch sa už o viac ako 90 % svetovej produkcie stará len ten posledný menovaný hráč.
Polykryštalický kremík sa následne z tyčí odstráni a vo forme úlomkov je pripravený na ďalší taviaci proces. V rámci neho sa stane úrodným jazierkom, v ktorom sa pestujú ingoty obrovských monokryštálov vhodných na výrobu waferov pre polovodičovú výrobu.
Pestovanie ingotov v rotačnom pekle
Ingoty čistého kremíka sa pestujú v drvivej väčšine prípadov „Čochralského metódou“, čo je technika rastu monokryštálov, ktorú ako prvý navrhol v roku 1916 poľský chemik Jan Czochralski. Objavil ju náhodou, keď svoje pero omylom namočil namiesto kalamára v miske roztaveného cínu, ktorý mal na stole a následne z nej hrotom pera vytiahol tenké vlákno kovu.

Metóda sa pôvodne používala pre kryštalické kovy ako cín, zinok a olovo, avšak všetko sa zásadne zmenilo v polovici 20. storočia, keď ju v legendárnych Bellových laboratóriách začali úspešne používať na materiál pre prvé tranzistory. Najprv germániové a v priebehu 50. rokov na stále pokročilejšie kremíkové (v tej dobe mali pravdaže ešte ikonickú podobu klobúčika na dvoch či troch nožičkách).
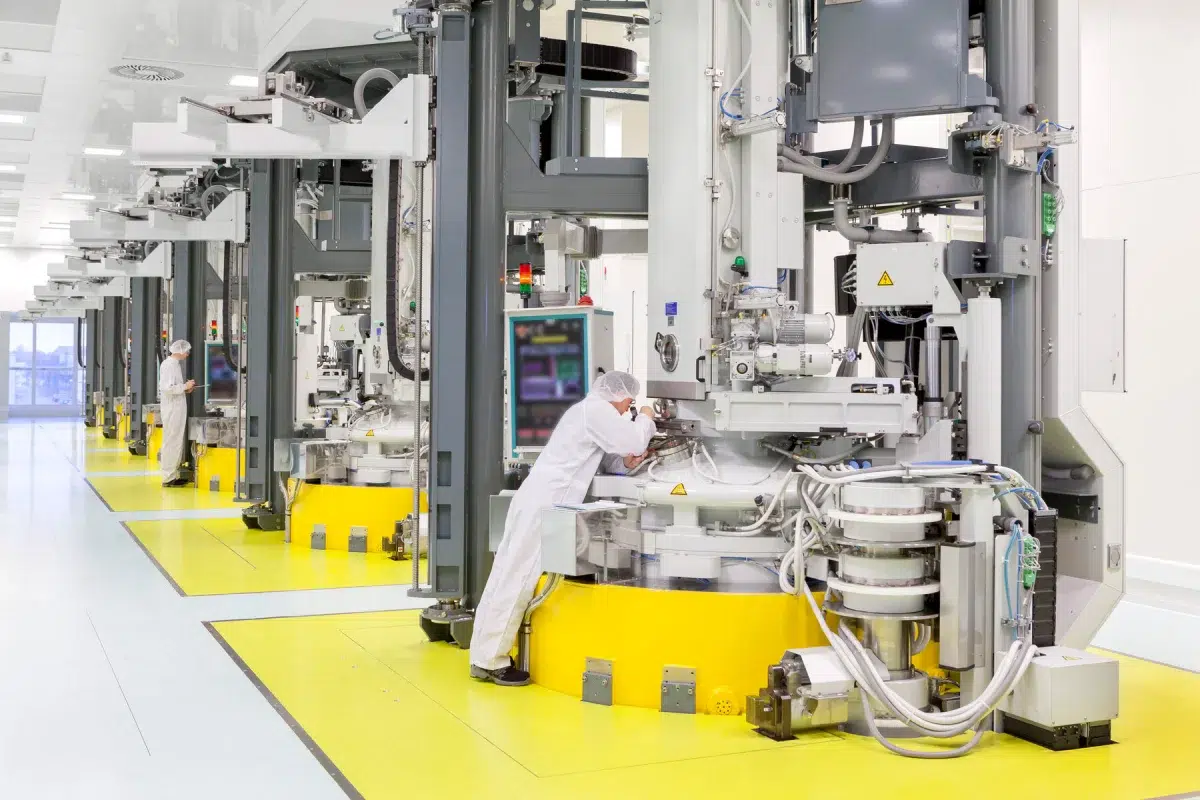
V raných dobách bolo pestovanie čoraz čistejších ingotov kremíka súčasťou vývoja stále pokročilejšieho výrobného procesu. Experimentovali s ním samotní výrobcovia tranzistorov a neskôr integrovaných obvodov. Postupom času a s príchodom čoraz komplexnejších čipov sa však toto odvetvie stalo celkom samostatné a pestovateľmi ingotov sa stali špecializovaní výrobcovia waferov, ktorí svoje produkty predávajú polovodičovým výrobcom. Ide napríklad o japonské firmy Sumco a Shin-Etsu, juhokórejský SK Siltron, nemecký Siltronic či čínske CCMC.
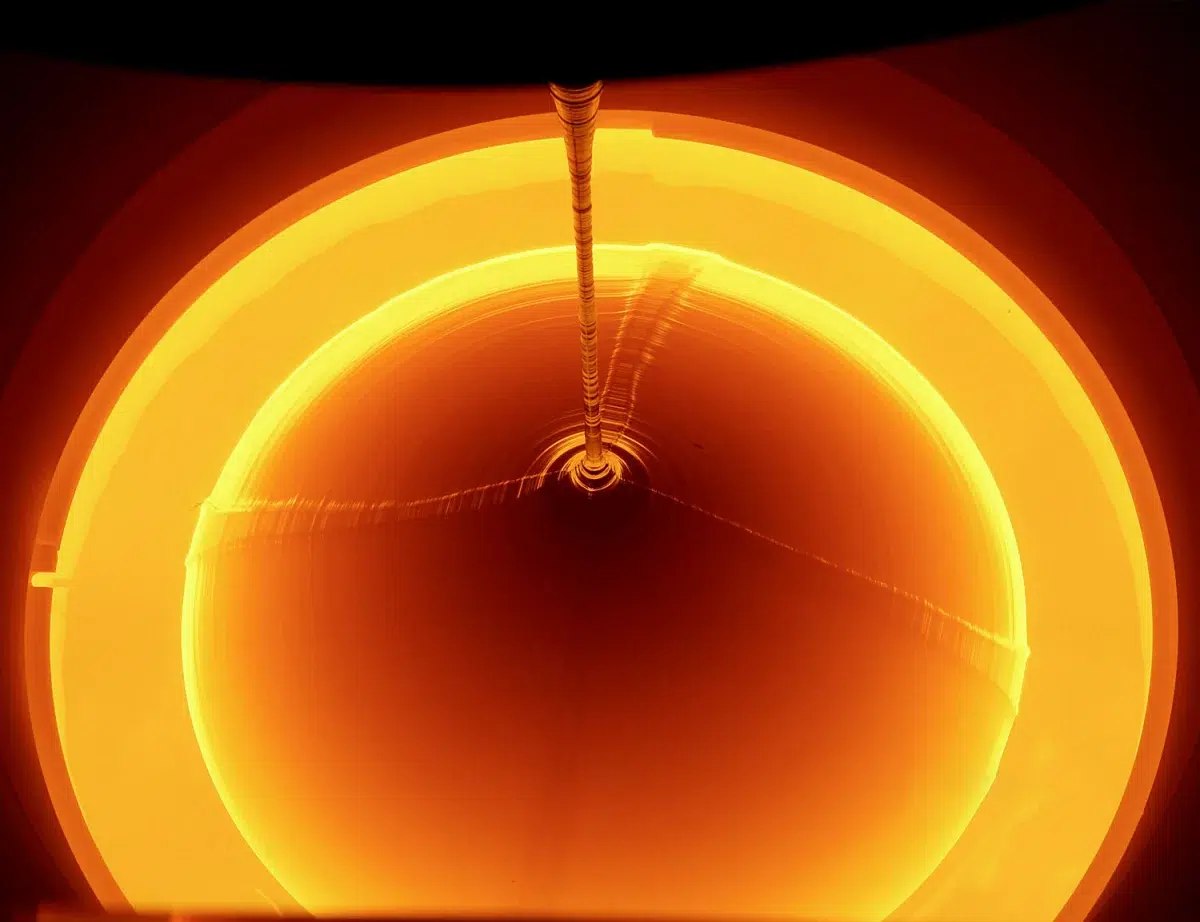
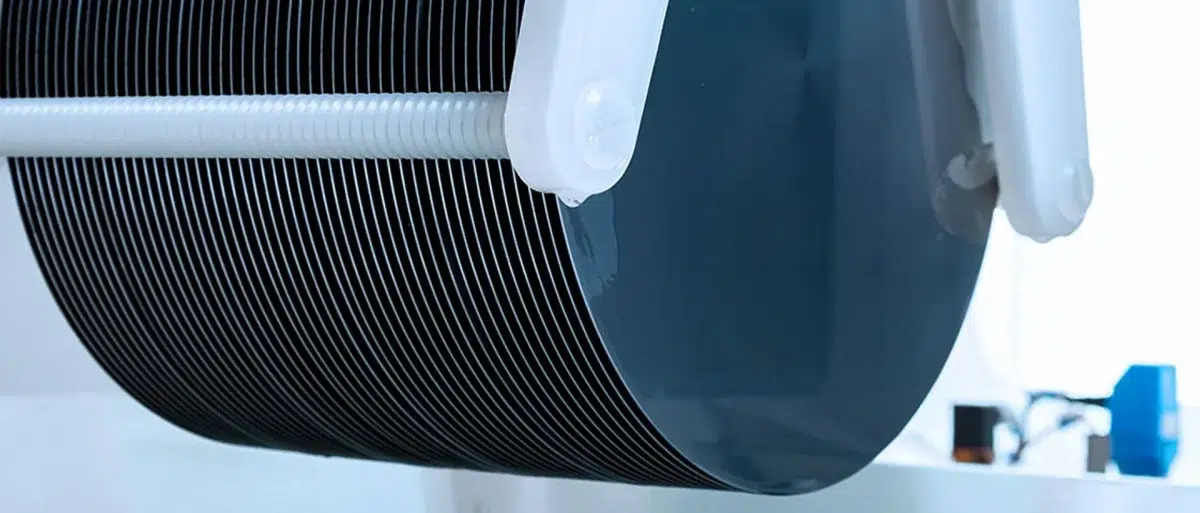
Pestovanie ingotov prebieha v špecializovaných strojoch, tzv. kremíkových pulleroch, či v preklade Čochralského vyťahovačoch. Ako môžete vidieť na fotografiách, ide o niekoľko metrov vysoké stroje, pripomínajúce mažiar.
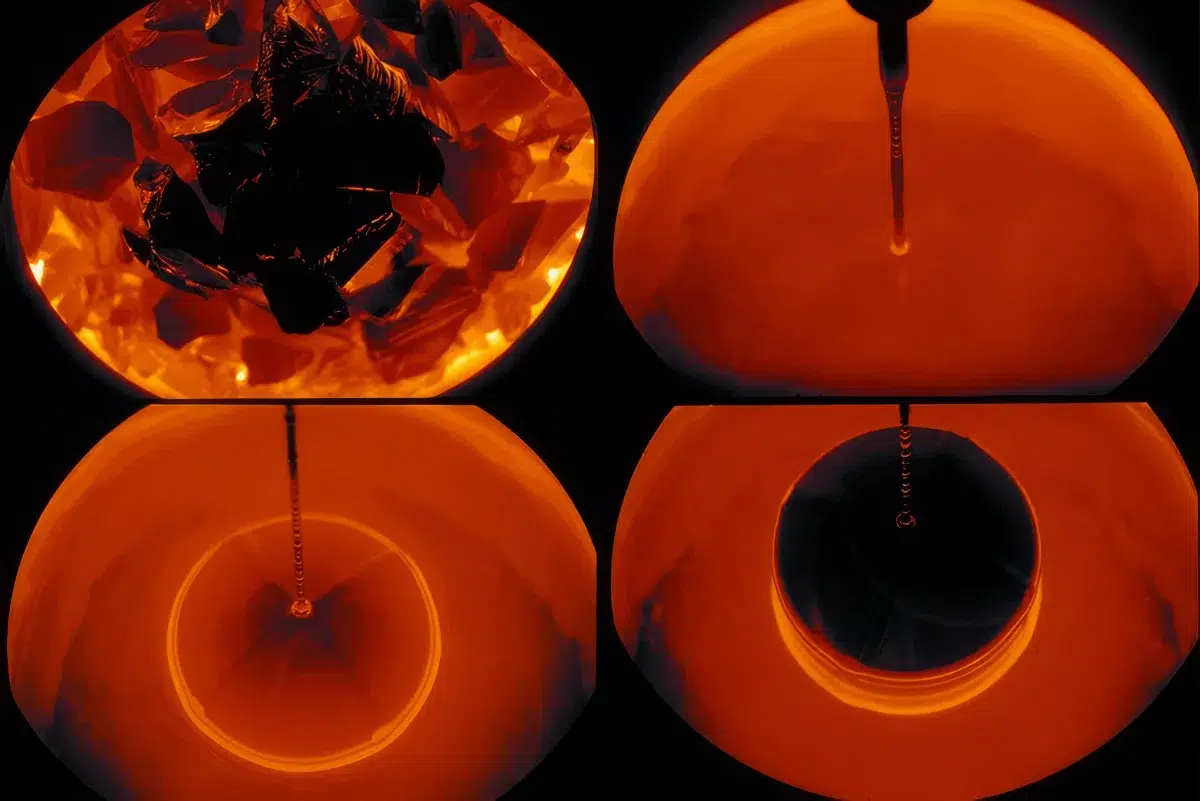
Na ich spodku je nádoba v tvare vysokej misky, ktorá je zavretá v hermetickej komore s argónovou atmosférou. Do nej sa umiestni ultračistý polykryštalický kremík a ohrieva sa až na teplotu 1413 °C, pri ktorej sa roztaví.
Tavenina sa následne rozhýbe do vertikálneho víru smerom od stien do centra nádoby, pričom sa do nej zvrchu spustí na závese maličký zárodkový monokryštál čistého kremíka (obvykle 2,5 cm), ktorý sa ponorí do taveniny.
Zárodkový kryštál rotuje v horizontálnom smere a tavenina polykryštalického kremíka rotujúca vertikálne sa naň začne zachytávať a postupne nabaľovať, podobne ako cukrová vata na špajdľu.
Princípom tohto procesu je, že nečistoty majú tendenciu presúvať sa z tuhších do tekutejších častí kremíka. Ako kremík v jadre nabaľovania tuhne, nečistoty sa postupne presúvajú na okraj, kde ku pohybu stále dochádza. Pri raste sa tak z ingotu odsúvajú a zostávajú v tavenine. Výsledkom je ich separácia a dosiahnutie ďalšieho skoku v čistote výsledného kremíkového materiálu.
V rámci polovodičového priemyslu sa používajú wafery s priemerom 300 mm, takže v momente, ako sa nabalí takáto veľká vrstva materiálu (v realite o niečo väčšia, pretože povrchová vrstva sa oreže a opracuje), tiahlo stúpa smerom hore a nabaľuje materiál zas „o poschodie“ nižšie. Vo výsledku z kremíka vyťahuje čoraz vyšší valec.
Celý proces je pomalý, pričom rast kryštálu pokračuje rýchlosťou približne 0,1 mm za minútu a ukončuje sa obvykle pri dĺžke 2 metrov. To je v základe 20 000 minút, teda 13 dní. V takejto podobe má 30 cm široký ingot váhu 358 kg.
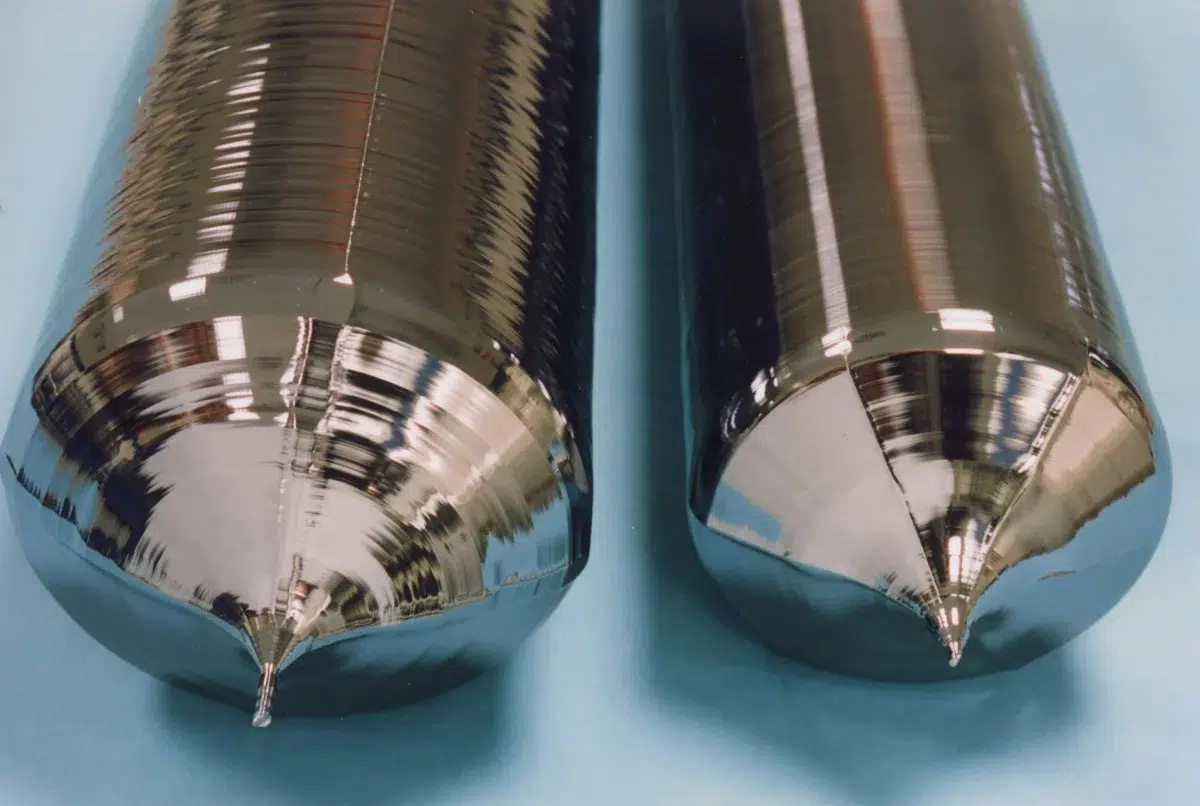
Špička, ktorú na ingotoch vidíte, je práve časť, ktorá bola ešte ponorená v tavenine v momente, keď dosiahol ingot žiadané rozmery z hľadiska dĺžky. Proces sa vtedy ukončil a ingot sa už len rázne vytiahol. Špička teda ukazuje, ako sa materiál kremíka točil smerom do hĺbky s čoraz menšou silou.
Čím dlhšie pestovanie ingotu trvá a čím precíznejšie sú teploty taveniny a rýchlosti točenia kontrolované, tým čistejší monokryštál sa vyprodukuje.
Ingoty s kremíkom určeným pre solárne panely, ktoré nepotrebujú až takú precíznu čistotu ako kremík pre nanometrové tranzistory, sa pestujú (vyťahujú) rýchlejšie a do väčších rozmerov. Napríklad za 3 až 7 dní pri priemere 40 cm, a to až do dĺžky 5 či dokonca 8 metrov.
Naopak, ingoty určené pre najkvalitnejšie kremíkové wafery, určené pre najpokročilejšie výrobné procesy procesorov a iných výkonných čipov, sa vyťahujú a rastú približne jeden mesiac.

V celom procese je kľúčová precízna úprava teploty a rotácie, pre dosiahnutie stabilného rastu s čo najlepšími vlastnosťami. Všetko riadi automatický systém stroja, ktorý zárodok pred ponorením najprv tesne nad hladinou temperuje a následne ponára so zhruba 15 až 20 otáčkami za minútu. Začiatok je veľmi kritická časť procesu, ktorá rozhoduje o tom, či bude alebo nebude rast úspešný. V prípade, že by teplota taveniny bola odhadnutá v pomere k zárodku nepresne, zárodok sa začne taviť takisto. Materiál by sa naň nenabaľoval, zárodok by sa zmenšoval a napokon by sa celkom roztavil. Ak je naopak teplota taveniny príliš malá, na zárodku dôjde ku oddelenej kryštalizácii a tvorba jednoliateho monokryštálu sa nepodarí.
Automatický systém vždy presne kontroluje, ako rýchlo sa kryštál začne rozširovať a upravuje podľa toho rotáciu taveniny v nádobe. Nesprávne nastavenie sa prevtelí do nestabilnej štruktúry a defektov ingotu. Pomalým zvyšovaním rotácie sa postupne dosahuje potrebný priemer nabalenia, po ktorom program zaháji presne monitorované vyťahovanie a postupný vertikálny rast.
Výsledkom celého procesu je ingot, valcový kryštál s extrémne malým podielom nečistôt. Na fotografiách môžete vidieť, že drobné variácie priemeru spôsobia, že je trochu vlnovitý. Pripomína tak striebornú salámu.
Špičky sa v ďalšom procese spracovania odrežú a celý ingot sa zarovná orezaním na geometricky presný valcový tvar. Následne sa rozreže na tenké plátky, ktoré nazývame wafery.
Rezanie ingotu a tvorba waferov
Rezanie ingotu na stovky waferov prebieha v jednom kroku, niekoľkými stovkami oceľových drôtov v mikrometrových priemeroch, spevnených diamantovými časticami. Tie vo vysokej rýchlosti a rotácii cieľa prejdú ingotom ako horúci nôž maslom a rozdelia ho na menej ako milimeter hrubé plátky (obvykle 0,5 až 0,75 mm).
Plátky sa následne upravujú brúskou, do ktorej vojde ich okraj, ktorý ich zaoblí a takisto preruší zubom. Spôsob okrajového zaoblenia, rovnako ako hrúbka samotného wafera je variabilný parameter, ktorí si určia polovodičoví výrobcovia na základe potreby a vlastností svojich strojov, ktoré používajú na výrobu čipov vo svojich fabrikách.
Wafery pred odoslaním do fabrík prechádzajú mnohostupňovým procesom úprav. Po opracovaní hrán prechádzajú tzv. lappingom, pri ktorom sa hornou aj spodnou protirotáciou mechanicky obrúsia, čím sa odstránia hrubé pozostatky po rezoch.
Nasleduje ošetrenie mikroskopických defektov formou zásaditých a kyslých kúpeľov, pri ktorých sa čistením a leptaním odstraňujú aj tie najmenšie prasklinky a škrabance na povrchu. Používajú sa pri tom napríklad hydroxid sodný, kyselina octová a kyselina dusičná.
Wafery napokon prejdú mnohostupňovým leštiacim procesom z oboch strán, pre dosiahnutie maximálnej plochosti, laserovo sa označia sériovým číslom a číslom várky a následne sa distribuujú zákazníkom, ktorými sú jednotliví polovodičoví výrobcovia a ich fabriky po celom svete.
Od tých najvýznamnejších, ako je TSMC či Samsung, ktorí produkujú dnes najpokročilejšie výrobné procesy, až po tie menej prestížne, ktoré vyrábajú vo veľkom najrôznejšie obslužné čipy na starších a lacnejších výrobných procesoch (sieťové či zvukové čipy, radiče a podobne).
Tí na wafer nanášajú vrstvy ďalších vodivých, izolačných alebo polovodičových materiálov a takisto fotorezit pre litografický proces. Kremík je tak pripravený stať sa nosičom najvyrábanejšej veci v histórii ľudstva – tranzistora.

Populárne z kategórie Procesory
16. marca 2026
2m
Smartfóny s čipom MediaTek obsahujú závažnú chybu

11. februára 2026
2m
Snapdragon 8 Elite Gen 6 Pro: Luxus, ktorý sa nestane len tak štandardom
16. januára 2026
3m
MediaTek vytasil nové zbrane: Predstavil čipy Dimensity 9500s a 8500
Podobné články



21. januára 2026
3m
Prečo nedostatok pamätí zatiaľ nezvýšil ceny notebookov a smartfónov

13. januára 2026
5m
CES 2026: Umelá inteligencia všade, ale nie vždy tam, kde ju chceme

6. januára 2026
4m
ASUS na CES 2026: Nový Zenbook DUO a nástup procesorov Snapdragon

12. novembra 2025
2m